Laser Cutting Assist Gas: How to Choose Between Nitrogen, Oxygen, and Compressed Air
Nitrogen, oxygen, and air produce different edge quality, speed, and monthly running cost. Choose the right assist gas for your material and shop volume.
Most operators I talk to haven’t changed their assist gas preset since the machine was commissioned. Focal length, kerf, lead-ins, micro-joint sizing — all tuned carefully. The gas setting still reads whatever the technician entered during installation. On a pure mild steel shop running oxygen for everything, that’s fine. But the moment stainless, aluminum, or thin-gauge cosmetic parts enter the schedule, a single gas preset becomes a liability.
Assist gas is not just a coolant. It does three things in the kerf: it clears molten material so the laser doesn’t cut through its own slag, it controls the local atmosphere (which determines whether the cut edge oxidizes), and for oxygen on carbon steel, it supplies a secondary exothermic heat source that dramatically increases cutting speed. Getting the gas wrong for a given material either ruins edge quality or leaves speed and throughput on the table.
What Each Gas Actually Does
Oxygen reacts with iron in carbon steel to produce iron oxide and heat — the same chemistry behind an oxyacetylene torch, just controlled. On mild steel, this exothermic reaction supplements the laser, allowing the machine to cut 20 to 30% faster than the laser alone could manage and to reach thicker plate. The trade-off is an oxidized, black or blue-brown edge. That edge welds without issues (weld prep burns the oxide off), but it needs grinding or sandblasting before painting.
Nitrogen is inert. It pressurizes the kerf and blows the melt out, but adds no heat. The cut relies entirely on the laser. Cutting speed drops compared to oxygen on mild steel, but the edge comes out bright and oxide-free, with no secondary finishing before painting, powder coating, or bonding. Standard for stainless steel and aluminum.
Compressed air is roughly 78% nitrogen and 21% oxygen. The small oxygen fraction provides a mild speed boost compared to pure nitrogen, while the nitrogen fraction limits oxidation. Edge quality falls between oxygen and nitrogen: slightly tinted but not the dark oxide you get from pure oxygen cutting. At $0.01 to 0.03/m³ from an on-site compressor, it’s the cheapest option by a wide margin, and it works well on thin sheet up to about 3 mm where edge quality requirements are moderate.
Gas Selection by Material
| Material | Recommended gas | Reason | Edge result |
|---|---|---|---|
| Mild steel (structural, welded) | Oxygen | Exothermic reaction boosts speed and enables thick plate | Oxidized; needs prep before paint |
| Mild steel (cosmetic, painted) | Nitrogen | Clean edge, no oxide | Bright; paint-ready |
| Stainless steel | Nitrogen | Prevents chromium oxide; preserves corrosion resistance | Bright; weld-ready |
| Aluminum | Nitrogen | High-purity N₂ prevents pitting and edge oxidation | Bright; smooth |
| Thin mild steel, 1-3 mm, non-critical | Compressed air | Cost savings on high-volume thin parts | Lightly tinted |
| Galvanized or coated steel | Nitrogen or air | Oxygen reacts unpredictably with zinc coating | Consistent edge |
Stainless on oxygen is a specific failure mode worth naming: oxygen reacts with chromium and the edge turns black with chromium oxide scale. That scale compromises corrosion resistance and cannot simply be ground off — it requires a full passivation treatment to restore. Most stainless shops run nitrogen exclusively to avoid this.
Pressure and Flow Requirements
Nitrogen requires much higher pressure than oxygen because it has no chemical cutting reaction to assist. High pressure mechanically blasts melt out of the kerf; without it, the melt re-solidifies as dross on the bottom edge.
| Gas | Typical pressure range | Typical flow rate | Notes |
|---|---|---|---|
| Nitrogen | 10-25 bar | 10-20 m³/h | Higher for thick sheet; purity below 99.95% causes stainless discoloration |
| Oxygen | 2-8 bar | 5-12 m³/h | High pressure can over-oxidize thin sheet |
| Compressed air | 12-18 bar | 8-15 m³/h | Must be dry and oil-free; moisture causes edge defects |
Nitrogen purity matters more than most operators expect. At 99.5% purity, trace oxygen reacts with stainless and produces exactly the oxide scale you were trying to avoid. Standard cutting grade is 99.95 to 99.999%. On-site generators typically produce 99.5 to 99.9%; high-sensitivity stainless jobs may still need bottled gas at 99.999%.
Cutting Speed: How Gas Choice Affects Throughput
The speed difference between oxygen and compressed air on mild steel is real and consistent across thicknesses. At 1 mm, oxygen cuts at roughly 40 m/min on a 6 kW machine while compressed air achieves about 32 m/min — a 25% speed gap. That gap persists through all thicknesses to 12 mm.
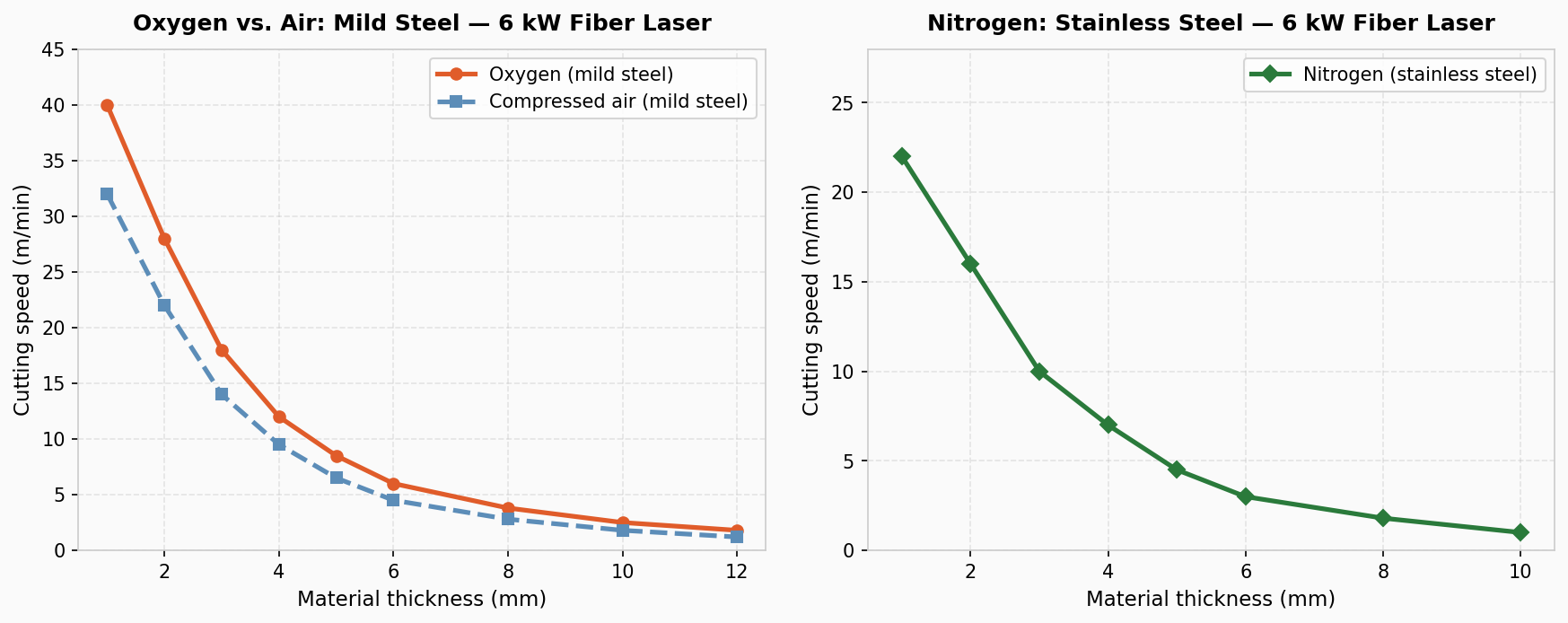
For nitrogen on stainless, the speed curve starts lower (22 m/min at 1 mm on the same machine) and falls more steeply. Stainless has roughly a third of the thermal conductivity of mild steel, so heat concentrates in the cut zone rather than dissipating outward, which limits safe cutting speed on thicker gauges.
Research on laser cutting steel plates published in Advances in Materials Science and Engineering (Miraoui et al., 2016) confirmed that cutting speed is the dominant variable in heat-affected zone (HAZ) size: higher speeds reduce HAZ depth while higher power increases it. Switching from oxygen to nitrogen on mild steel reduces speed by 20 to 30% at the same power level, which increases HAZ width unless power is reduced proportionally. That has practical consequences for cut sequence decisions on thin sheet.
Gas Selection Decision Flow
flowchart TD
A[What material are you cutting?] --> B{Stainless steel?}
B -->|Yes| C[Nitrogen only\n99.95% minimum purity]
B -->|No| D{Aluminum?}
D -->|Yes| E[Nitrogen only\nHigh pressure: 15-20 bar]
D -->|No| F{Mild steel or\ncarbon steel?}
F -->|Yes| G{Finish requirement?}
G -->|Weld or structural| H[Oxygen\nFastest speed, lowest gas cost]
G -->|Paint or cosmetic| I[Nitrogen\nBright oxide-free edge]
G -->|Non-critical thin sheet| J[Compressed air\nLowest cost option]
F -->|No| K{Coated or galvanized?}
K -->|Yes| L[Nitrogen or air\nAvoid oxygen with zinc]
K -->|No| M[Check material datasheet\nfor recommended process]Nitrogen Supply Cost and When to Switch
Nitrogen is the expensive gas. Oxygen is cheap — often one-tenth the price per cubic meter — because it requires no high-pressure liquefaction. Compressed air from an on-site compressor costs almost nothing per cubic meter.
The three options for nitrogen supply each make sense at a different consumption level:
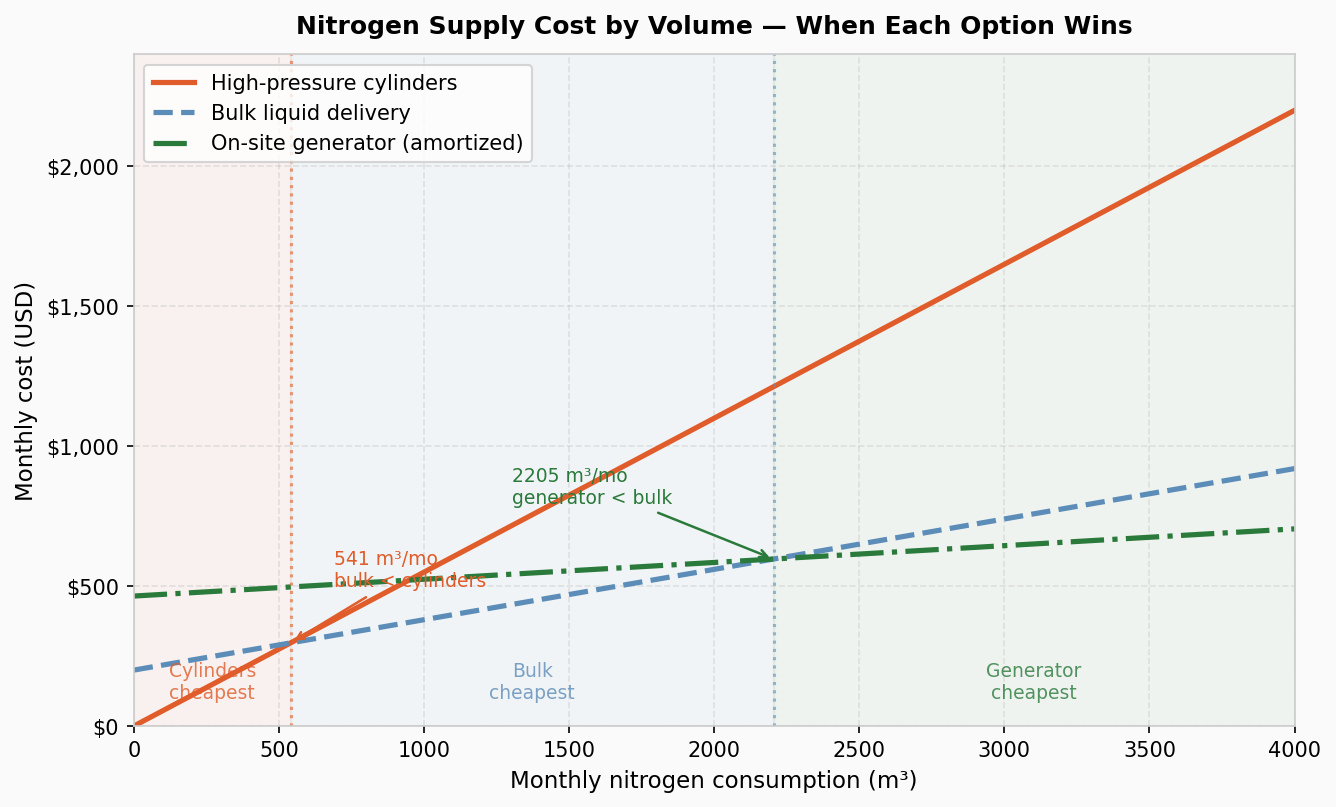
High-pressure cylinders are cost-effective below roughly 540 m³/month (about 36 hours of cutting at a typical nitrogen flow rate). Above that volume, bulk liquid delivery is cheaper despite tank rental fees around $200/month. On-site generation using a pressure-swing adsorption (PSA) generator only pays off above 2,200 m³/month — that’s two or more lasers cutting stainless or aluminum full-time.
One qualification on on-site generators: purity is limited. Most PSA systems produce 99.5 to 99.9% nitrogen. For cosmetic stainless or aluminum where trace oxide contamination creates scrap, high-purity bottled nitrogen may still be necessary even at high volume. Some shops run hybrid supply: generator nitrogen for structural stainless jobs, bottled for high-specification parts.
How Assist Gas Connects to Nesting Settings
The connection between assist gas and nesting is indirect but real. Two settings in your nesting software are directly affected by gas choice.
Kerf width changes with gas pressure. Higher nitrogen pressure slightly widens the kerf by enlarging the melt cavity. Switching from low-pressure oxygen (3 bar) to high-pressure nitrogen (15 bar) on the same material changes your effective kerf width. If you update the gas and don’t update the kerf compensation setting, tight-tolerance assemblies will shift out of spec. Measure kerf whenever you change gas type or pressure. The kerf compensation guide covers the measurement procedure.
Speed affects thermal load per unit area. Switching from oxygen to nitrogen on mild steel reduces speed by 20 to 30%. Slower speed means the laser spends more time in each zone, depositing more heat per millimeter of cut. That matters for thin sheet jobs with many small parts. If you switch gas and start seeing edge distortion that wasn’t present before, the part spacing or cut sequence settings need adjustment, not the gas settings. Minimum spacing recommendations for different heat loads are covered in the part spacing guide.
Pierce count scales gas consumption. Each pierce cycle at 20 bar nitrogen consumes a burst of gas before the cut begins. On a nest with 200 individual parts, that’s 200 high-pressure pierce events. Common-line cutting reduces pierce count by sharing edges between adjacent parts, which directly reduces gas consumed per sheet. On high-volume nitrogen shops, the gas savings compound quickly.
FAQ
Can I use compressed air to cut stainless steel? You can cut thin stainless under 2 mm with compressed air and get an acceptable result in some applications. But the 21% oxygen fraction in air reacts with chromium and discolors the edge. For any stainless application where edge corrosion resistance or appearance matters, use nitrogen.
Why does my nitrogen-cut stainless still look discolored? Nitrogen purity below 99.95% leaves enough oxygen to oxidize chromium at the cut edge. Check your gas source. If you’re using an on-site PSA generator, test purity with a dedicated analyzer. If bottled, verify you ordered cutting-grade nitrogen (99.999%), not industrial-grade.
What pressure should I run for nitrogen on 4 mm stainless? Start at 12 bar and inspect the bottom edge for dross. Clean edge with minimal dross means pressure is sufficient. Significant dross at the bottom means increase pressure 1 to 2 bar. Over-blown edge (wavy or undulating): reduce pressure. Most machine manuals include a recommended parameter table per material and thickness — use that as the starting point.
Does oxygen damage the cutting head faster than nitrogen? No. Assist gas in the cutting head is contained in the nozzle path and never contacts the optics. Oxygen at 3 to 5 bar through a properly installed nozzle does not cause accelerated wear compared to nitrogen. Head damage comes from back-splatter (molten metal hitting the lens), which is a nozzle standoff and cutting speed issue, not a gas type issue.
Can I switch between oxygen and nitrogen mid-job on a mixed-material nest? If your machine is plumbed with two gas lines and the control software supports mid-job gas switches, yes. Most modern fiber lasers support this through material-specific process parameters assigned per part in the NC program. Check your nesting software and CAM post-processor: the gas switch command needs to be in the output file for the machine to act on it. Lapas exports standard DXF geometry; machine-specific process commands like gas switching are handled at the CAM layer, not in the nesting file.